VITA 1600 Bulevar de Wilson, Colección 500, Arlington, Virginia 22209 EE.UU. Tel: 703/276-1800 * el Facsímil: 703/243-1865 Internet: en pro de-info@vita.org
Understanding la Fabricación del Papel En pequeńa escala ISBN: 0-86619-271-9 [el LENGUAJE C] 1986, Voluntarios en la Ayuda Técnica,
PREFACE
Este papel es uno de una serie publicado por Voluntarios en Técnico La ayuda para proporcionar una introducción a específico innovador las tecnologías de interés a las personas en los países en desarrollo. Se piensa que los papeles son usados como las pautas para ayudar Las personas escogen tecnologías que son conveniente a sus situaciones. No se piensa que ellos proporcionan construcción o aplicación se instan a las Personas de details. que avisen VITA o una organización similar para la información extensa y soporte técnica si ellos hallazgo que una tecnología particular parece satisfacer sus necesidades.
Los papeles en las series eran escrito, repasaron, e ilustraron casi completamente por VITA Volunteer los expertos técnicos en un puramente basis. voluntario Unos 500 voluntarios estaban envueltos en la producción de los primeros 100 títulos emitidos, mientras contribuyendo aproximadamente 5,000 horas de su time. VITA mayor editor Margaret Crouch revisado este papel, y sirvió como el gerente del proyecto global, con Suzanne Brooks que se ocupa dado la composición y diseńo.
Los Voluntarios de VITA que escribieron y repasaron este papel tienen muchos ańos de experiencia en la industria del papel. Jon Vogler, autor de Trabaje de la Pérdida, especializa en las industrias pequeńa, particularmente, aquéllos basaron en los materiales reciclados. Peter Sarjeant, especializado, a guardar vivo los procesos del papermaker principal viejo la destreza, es el autor de Mano el Manual de Papermaking. YO. B. Bruce " Sanborn es director asociado de investigación y desarrollo a los Papeles Consolidados, Inc.; Phil Barr es gerente de logística de fibra para la Compańía de Weyerhaeuser; y Dr. Bob Brooks, también de Weyerhaeuser, es el gerente de pulpa y papel las actividades educativas. La William Burger, el ingeniero mecánico jubilado de Kimberly-Clark, La Corporación, ayudaba en el plan de equipo para un la fábrica del papel microscópica en Tanzanía.
VITA es un privates, empresa no ganancial que apoya a las personas, trabajando en los problemas técnicos en los países en desarrollo. las ofertas de VITA la información y ayuda apuntaron a ayudar a los individuos y los grupos para seleccionar y las tecnologías del instrumento destinan a su situations. VITA mantiene un Servicio de la Pregunta internacional, un el centro de la documentación especializado, y una lista informatizada de los consultores técnicos voluntarios; maneja los proyectos del campo a largo plazo; y publica una variedad de manuales técnicos y papeles.
I. LA INTRODUCCIÓN DE
Papiro de que el palabra papel se deriva, se conoce para tener estado en el uso ya en 3000 A.C. Developed en el Valle de Nilo, era hecho de corte de las tiras del tallo de planta de papiro, empapó, y puso, primero a lo largo, entonces de forma entrecruzada, para formar un mat. El la estera fue golpeada entonces y apretó en una hoja delgada. Later, los procesos similares usaron otras fibras en otra parte como seda.
Verdadero papermaking sobre que empezó en China D.C. 105, usa un el proceso completamente diferente que la preparación de papyrus. Él empieza con los trapos, paja, ladrido, madera, u otros materiales fibrosos eso se corta o la multa cortada. Las fibras se golpean o pulped hasta que ellos estén separados de nosotros y mixto con el agua. Entonces las fibras se alzan del agua en un cedazo-como la pantalla eso permite el agua para agotar lejos, mientras dejando una estera delgada de fibras. La estera de fibra que puede secarse en sitio o alejado y secado separadamente, se vuelve una hoja de papel.
La fabricación grabada más temprana de papel se acredita a uno de los primeros " funcionarios adquisitivos, " Ts'ai Lun, la cabeza del Imperial Proporcione Departamento de Emperador Ho de China. Ts'ai Lun experimentó con una variedad de materiales: Las fibras vegetal de , el cáńamo viejo, algodón, los trapos, fishnets viejos, y ladrido de la morera. que El papel producido era barato y durable y la superficie era buena.
La tecnología extendió a Japón por el tercer siglo D.C. y India alcanzada en el séptimo. Papermaking extendió hacia el oeste a Africa norte y Europa finalmente alcanzada en el duodécimo siglo D.C.
Los papeles europeos tempranos eran hecho de lino o algodón rag. que era espeso y áspero, y la superficie necesitó ser clasificó según tamańo " con la gelatina + la tinta empapó in. Ulman Stromer preparó un mecanizado el molino en el Nuremberg, Alemania, en 1390, que usa el water-powered los martillos por pegar el material, un método ya usado por el Chinese. La destreza acompańó a los colonos tempranos a América.
La verdadera mecanización no se logró hasta las 1799, cuando el francés Nicolás Robert construyó un machine con una malla del alambre interminable y un par de apretón rolls. El dispositivo se tomó a Inglaterra y comercializó por dos libreros, los hermanos de Fourdrinier. En 1804, Brian Donkin, un millwriqht-ingeniero, construyó los primeros papermaking exitosos el machine, en Dos Molino de Aguas, Hertfordshire, Inglaterra, y otra en América en 1827. planes tempranos Crudos mejorados firmemente. A finales del decimonono siglo, tecnología de Fourdrinier estaba extendido; el machines sólo encima de 2 metros ancho proporcionó 25 las toneladas métrica por día al mercado creciente para el papel de periódico.
Los machines modernos forman el papel en una cinta continua o tejido, no un la sola hoja en un momento como hizo a los ancianos. UN papermaker bueno en los días antiguos podrían hacer bastantes hojas por un día pesar sobre ˇ90kg. Hoy, un medio machine hace 90,000kg por día! Todavía el el proceso de hacer el papel--las fibras de separaciones en el agua y agotando ellos a través de una pantalla fina para formar una estera entrelazada que es entonces secado--es idéntico en el principio. La formación real de papel ha sido el mismo durante casi 2,000 ańos.
II. PAPERMAKING MODERNO
LAS PULPAS DE AND DE FIBRAS
Fibras son el más fino hilo-como los rastros de que el papel, los textiles, y muchos otros materiales son hecho. Tear un pedazo de papel y las fibras pueden verse al borde del colgajo (más claramente con un la lupa) . Paper fibras son hecho de celulosa, el elemento esencial, el material construyendo de plantas y árboles. que Estos materiales pueden ser hecho en el papel por el pulping (estropeándoselos hasta las fibras está suelto y libre de las substancias que los ligan), reformando entonces ellos mientras húmedo y finalmente secando.
Madera blanda (o conífero) se usan las pulpas para la envoltura del pendenciero y los papeles empaquetando debido a sus fibras largas; decidous o madera dura las pulpas mantienen las fibras finas imprimiendo y escribiendo los papeles.
Para entender la industria del papel es importante saber sobre los tipos mayores de pulpa de madera primaria usaron en el papermaking: El mecánico de
la pulpa y pulpas del químico que incluyen la pulpa de la estraza y sulfito que Pulpa de pulp. hecha de papel reciclado es conocido como secundario pulp. en que Más productores del papel en pequeńa escala cuentan principalmente pulp. See secundario también el papel " Entendiendo técnico de VITA Papel que Recicla " para la información sobre la colección y uso de las pérdidas empapelan.
La Pulpa mecánica
Las pulpas mecánicas rinden el la mayoría el papel por la tonelada de madera, pero es el weakest. Ellos son hecho golpeando o moliendo la celulosa fibra, como madera o bagazo de la cańa de azúcar. Uno del commonest los usos de pulpas mecánicas están en la fabricación de papel de periódico. El papel de periódico es relativamente débil y pierde su fuerza en total si el wetted--una característica de pulpa mecánica. que se usa para el rápido periódico que imprime porque imprimiendo la tinta se empapa arriba y se seca muy rápidamente, pero le falta la durabilidad de papel hecha de estraza o sulfito pulp. a que la pulpa química Fuerte se agrega a menudo la pulpa mecánica para dar la fuerza buena al papel de periódico. El Mecánico de
la pulpa contiene a menudo partículas diminutas de madera que no ha sido reducido a fibra y es visible al ojo desnudo, para que el papel hizo de él se describe como " leńoso ".
Las Pulpas químicas
Un producto del papel más fuerte es muy barato hecho por la celulosa del pulping fibras de tal una manera que ellos no se debilitan por el mecánico damage. La madera o los tallos están primero mecánicamente reducidos a las astillas pequeńas, entonces cocinó a la presión alta con los químicos que ataque las ataduras entre las fibras. Los químicos la mayoría normalmente usado es:
1. La soda cáustica de y sulfato de sodio que producen tosco los papeles muy fuertes conocido como la estraza, conveniente para el papel saquea y cajas que sostienen los pesos pesados.
2. el Varios sulfites (como el amonio y calcio), qué producen las fibras más finas, conveniente por hacer veneno, fuerte (pero caro) imprimiendo y escribiendo los papeles (normalmente blanqueó blanco).
La Pulpa secundaria
Secondary o recicló la pulpa es hecho agitando el wastepaper vigorosamente en el agua (normalmente en un hidro-pulper, un tanque conteniendo las hojas rodando) para separar las fibras unidas durante el original el papermaking process. Como estas ataduras son más débiles que aquéllos de la planta celulosa original, hidro-pulping es un más manso el proceso que el pulping de madera primario y consume menos energy. Even así que, cada papel de tiempo se recicla, se pone más débil. Secondary por consiguiente, la pulpa nunca es tan fuerte como la fibra primaria de qué era made. que casi puede ser como bueno, con tal de que la pura pérdida el papel del mismo tipo se usa. por ejemplo, pulpa hecha por hidro-pulping los sacos de la estraza limpios sólo harán ligeramente los nuevos sacos de la más bajo calidad, particularmente si mixto con una proporción de primero la estraza pulp. Si, sin embargo, la pulpa secundaria es hecho del material eso contiene los periódicos, o suciedad, polvo, o arcilla o algunos otro producto de pulpa de mecánico más débil, no será fuerte bastante para hacer el papel del saco.
Papers. cuché En algunos casos la superficie enmarańada, absorbente de un el papel es cuché con un material que lo hace glaseado y liso. Esto cubrió que el papel es bueno para imprimir. Coated que los papeles son frecuentemente usado en revistas que se financian por los anuncios printed. En el proceso de hidro-pulping la pérdida cuché empapele, la capa se lava fuera; así, el peso de fibra obtenido de una tonelada de papel cuché es menos, a menudo por 20 por ciento, que eso obtuvo de una tonelada de papel del uncoated. como resultado, el valor de trozo cubrió el papel al molino del papel, y su venta precie, será más bajo.
Si la capa es material plástico u otro que no disolverá en el agua, el papel desechado requerirá la maquinaria especializada para reciclarlo y puede reducir el valor de más puro papel con que es mixed. El mismo es verdad de película del polietileno, el celofán, el papel encolado, ata, y cualquier material que no quiere estropéese en water. que Algunos de los varios papeles cuchés pueden ser guardado caluroso y mojó en el almacenamiento, entonces cocinado en una solución cáustica caliente, en el orden al biodegrade y se estropea la capa para soltar el fibers. Again, estos papeles requieren la maquinaria especial y manejando para reciclar y ellos no pueden ser tan valiosos como más simple, el papel llano.
Imprimido y Papers. Coloreado impresión y teńendo reducen el el valor de papel ser reciclado. que Ellos hacen a la pulpa, y el papel hecho de él, gris embotado en el color a menos que blanqueó (qué es caro), + de-entintó (qué también es caro). Tinting los colores el Pulpa de que debe usarse entonces o para un rango limitado los productos similarmente coloreados (o los productos grises baratos), o debe ser bleached. Therefore, el papel desechado blanco es más valioso que material similar que está coloreado. Unprinted el papel desechado es de un el valor mayor que el mismo material imprimió.
LA ESTRUCTURA DE LA INDUSTRIA DE PAPERMAKING
La fabricación y uso de papel son que uno del mundo es más grande las industrias; aloja el lugar:
1. La pulpa de muele que procesa madera corta u otros materiales para hacer la pulpa;
2. empapelan los molinos y molinos de la tabla que usan la pulpa o gastan el papel para producir papel acabado y tabla;
3. Paper conversor que usan el papel o abordan para producir boxes, los tubos, los rollos de tejido, las cajas de oficina pálida, empapelan, las pilas de imprimir el papel cortaron a las dimensiones nominales, etc.;
4. Copiadoras de que normalmente compran de los conversor aunque las empresas más grandes como las prensas del periódico pueden comprar directamente del papel muele; y
5. " integró " molinos que hacen la pulpa y entonces lo usan ellos para hacer el papel.
Estas industrias son grandes, muy mecanizadas, y eficaces. Hay muchos de ellos, para que ellos compiten furiosamente para el disponible markets. En los países dónde los mercados grandes, los gerentes experimentados, y técnicos, y la capital maciza necesitó para la inversión está disponible, el hecho a mano y el hallazgo de fabricantes de papel en pequeńa escala, él muy duro a compete. En el mundo en vías de desarrollo, oportunidades pueda ser bueno, pero raramente se emprende principalmente debido a insuficiente la tecnología, habilidad, capital, y otras entradas.
Para poner la producción del papel en pequeńa escala o hecho a mano en la perspectiva, es importante comprender el inmenso rango de capacidades de la producción dentro del industry. por ejemplo, una persona que trabaja fuera de un taller de la casa con el equipo mínimo posiblemente puede producir como mucho como 45kg de papel por día, mientras un micro parcialmente mecanizado la fábrica puede resultar aproximadamente 225kg diariamente. Por el contraste, el Internacional El Office de labor define la balanza pequeńa para incluir la producción la capacidad de a a 27 toneladas métrica por día. Y un solo machine en un funcionamiento moderno grande 270 toneladas métrica de papel pueden producir por day. debe ser obvio que sólo en las circunstancias muy especiales y para los mercados muy especiales los funcionamientos en pequeńa escala pueden compita eficazmente en la industria del papel de hoy.
Un campo en que la mano y los papermakers en pequeńa escala encuentran un el nicho es la producción del arte " de calidad " más subido a-mil empapela, + la fabricación de una variedad, de productos del papel o pequeńo local mercados que no se sirven por los productores grandes. Otra área en qué procesos del papermaking pueden aplicarse en una balanza pequeńa es la fabricación para los mercados locales de una variedad de productos tal como cartones del huevo, flor u ollas de la planta, las cajas ásperas, o cubriendo materials. de que Éstos son considerados en detalle en las secciones posteriores este papel.
III. HAND PAPERMAKING
Si el papel es hecho en el taller de la casa o la fábrica microscópica, la producción procesa para el papermaking de la mano es bastante similar. La balanza del equipo cambia con el volumen de producción y los materias primas varían con lo que está disponible y la calidad de papel para ser producido.
PAPERMAKING PROCESSES
Pre-procesando
Se ordenan algodón u otros trapos y papel desechado ser reciclado completamente para quitar todos los materiales del non-fibrous como las grapas, los sujetapapeleses, celofán, las uńas, los botones, las cremalleras, el etc. Ambos trapos y el papel está cortado o desmenuzado en los pedazos pequeńos.
Pulping
Se traen los limpiamos y los materias primas desmenuzados a la ebullición el punto y cocinó durante dos a seis horas. que Ellos se enjuagan completamente para quitar impurezas durante que podrían haber separado fuera el proceso cocción.
El batidor--esto puede ir de una batidora de la cocina a un especialmente el tanque hecho--está lleno con la cantidad requerida de agua, y el cocinado, trapos cortados o papel se agregan gradualmente con el alta velocidad polvo de blanqueo de agitation. o blanqueo de líquido (1 por ciento) es entonces added. que La pulpa se lava completamente, un proceso que puede tomar, otro seis a ocho Aditivos de hours. que pueden usarse incluyen dióxido del titanio u otros rellenos, tintes (para el papel coloreado), o los agentes del blanqueo ópticos (para el papel blanco). Colofonia jabón y alumbre se agrega después.
Alzando, Acostando, y Apilando
Cuando el proceso del pulping está completo, la pulpa se transfiere a recipientes del almacenamiento o vats. Depending en la balanza del funcionamiento, la pulpa es entonces mixta con una cantidad necesaria de agua para diluirlo para formar una suspensión uniforme, libre de lumps. En el el taller de la casa, la pulpa es mixta en las cantidades hacer una hoja a un time. En la fábrica pequeńa, una cantidad más grande puede mezclarse a un time. La pulpa diluída se alza entonces del agua adelante los tamices metálicos, y las hojas resultantes se cubren por fieltro o otro cloth. absorbente Con la tela en sitio, los todavía mojamos la capa de la pulpa se alza cuidadosamente de la pantalla. que Este proceso es llamado acostando (el cooching pronunciado). La tela acostando, el papel, esté al lado de abajo, se pone en un fieltro cubrió la tabla y aplanó a quite arrugas o burbujas de aire. que Cada hoja subsiguiente se pone en una pila encima del primero.
Apretando y Secando
Cuando un número suficiente de hojas se ha formado, ellos se ponen bajo una prensa para quitar el agua. Las hojas están entonces separadas y, para evitar el encogimiento, puso bajo las tablas del absorbente y again. apretado Las hojas se cuelgan para secar en los manojos de tres a seis, según el espesor, o secó en un horno caluroso.
Clasificando según tamańo
Clasificando según tamańo da un acabado más duro al papel para que el agua basara las pinturas y las tintas no sangrarán o el Papel de run. puede clasificarse según tamańo internamente, por agregando a los agentes viscosos a la pulpa, o externamente, pintando + zambullendo las hojas secas. Por el clasificar según tamańo interior, alumbre, la colofonia, la gelatina, maicena, o aceite de linaza pueden agregarse en muy pequeńo las cantidades al final de la fase del pulping. Por el clasificar según tamańo externo, las hojas secas se zambullen en un diluya cola o solución de almidón, Apretado para quitar el exceso, y colgó para secar de nuevo arriba. En el el taller de la casa, las hojas individuales pueden pintarse con el diluya la solución.
El papel secante, el papel de filtro, el tejido del retrete, la tabla gris, y algunos los papeles de arte pueden requerir muy pequeńo, si cualquiera, clasificando según tamańo.
Calandrando
Las hojas secas se ponen alternadamente entre los platos de metal en una pila o " poste ". que La pila se pasa entre los cilindros de salida para obtener la suavidad deseada. que Esto puede hacerse en la casa el taller apretando la hoja de papel entre las hojas de aluminio cubra con laminilla con un hierro caliente.
Ordenando y Cortando
Después de calandrar, las hojas se ordenan cuidadosamente y cortaron a clasifique según tamańo por condensar y embarque.
EL PAPEL HACIENDO EN EL TALLER DE LA CASA
Papermaking a esta balanza puede hacerse como una afición, para los regalos, o como las demostraciones en las escuelas. O, si el mercado existe para la cima la calidad las hojas hecho a mano, puede formar la base para un negocio pequeńo. Artistas, encuadernadores, y museos--o individuos buscando el papel de escritura de multa--es los clientes potenciales. El equipo necesario ya pueda estar disponible en algunas cocinas, pero los mercados debe ser considerado cuidadosamente antes de cualquier inversión es hecho.
Este proceso asume ese papel de pérdida o tela de algodón será hágales 50 hojas a los paper. Approximately (21.5cm x 28cm) puede hacerse de una libra de papel desechado. El Casa blanqueo, alumbre, la gelatina, maicena, y la cola animal también pueden ser needed. Y pueden usarse los tintes de tejido ordinarios para producir tińó o coloró papers. El proceso también asume la disponibilidad de adecuado el agua y las alimentaciones eléctrica eléctricas u otras.
El equipo y Materiales
Lo siguiente el equipo se necesita:
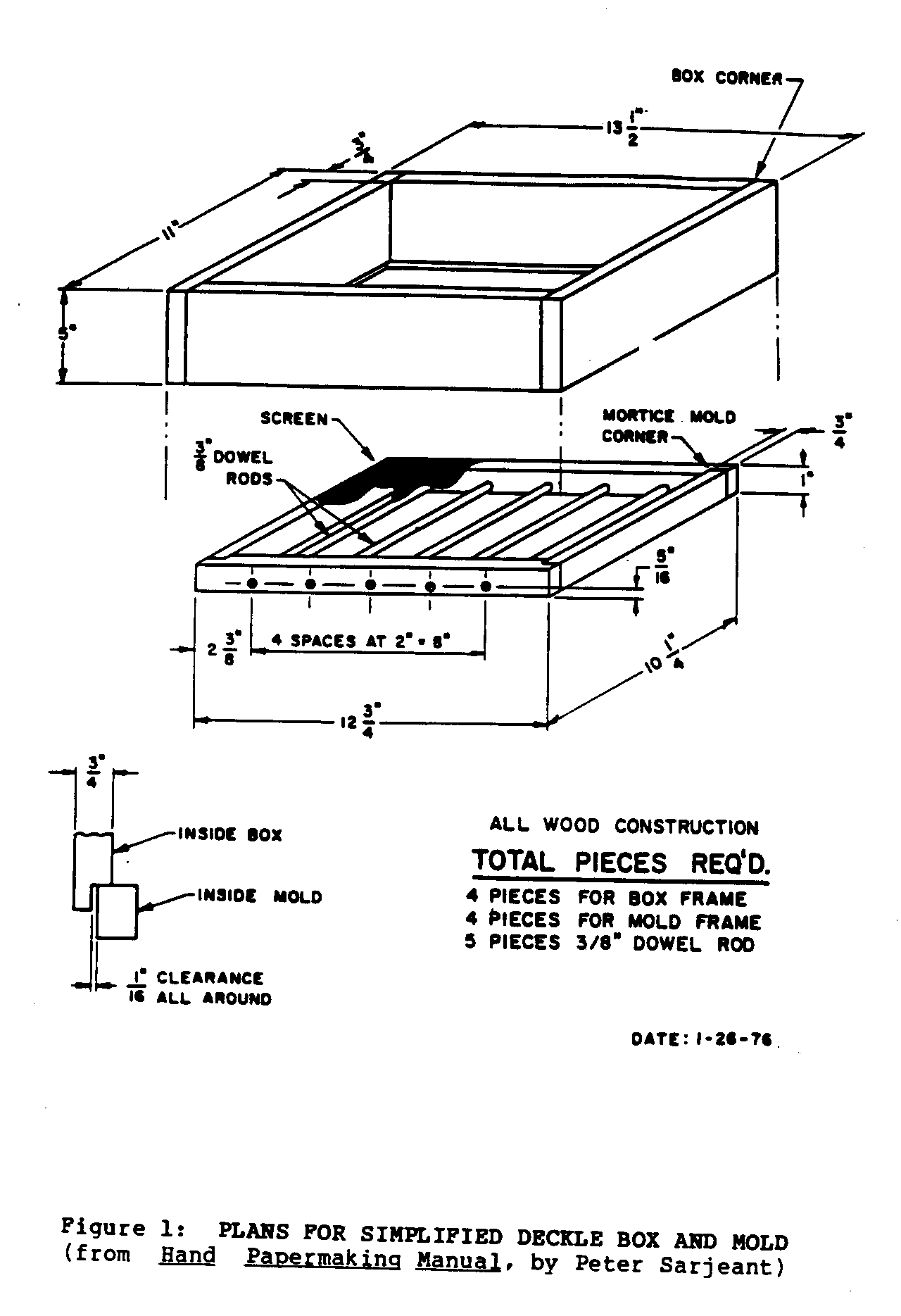
Deckle embalan y amoldan, hecho de madera engrasada (Figura 1)
Power comida mezclador o batidora Acero inoxidable de u olla de esmalte (no aluminio) Steam hierro La Estufa de con el horno El Fregadero de , tina, o cubeta del lavado Couching tela (es decir, algodón que cubre), corte para clasificar según tamańo Felt o la tela del terry absorbente, cortadas para clasificar según tamańo, la hoja de metal Delgada Flat " la tabla de la recepción ", contrachapado del lcm u otra tabla
Pulping
Escoja el papel con la impresión mínima. los sobres Viejos son buenos para este reason: la cola en el ala flexible no le manda el papel a matter. Colored es aceptable; el tinte normalmente sale cuando es hervido. Evite papel que ha mojado " la fuerza " como el papel towels. Sea cuidadoso cuántas bolsas de papel castańas que usted usa. la estraza de Unbleached el papel baja el brillo o blancura de la pulpa, pero es Muy bien y dará su dureza del papel. El Papel de periódico de las solas hechuras una pulpa débil, encanezca en color. agrega pequeńo pero bulk. Cotton o también pueden usarse otra tela o estambres. Ellos deben cortarse o hecho tiras en los pedazos muy pequeńos para evitar el agarrotamiento el mezclador.
Corte o rasgue el papel en los pedazos pequeńos, aproximadamente 5cm x 5cm. Tira cualquier tela que puede ser used. Put los pedazos en la olla, la tapa, con el agua, y agrega unas cucharadas de blanqueo familiar. Encienda el calor, cubra la olla, y traiga a un hervor manso. Revuelva de vez en cuando durante un par de horas para asegurar que el blanqueo es mixto y todo el papel está abajo bien el wetted, entonces el fresco.
Después de que el lote ha refrescado, intenta separarse los trozos y cualquiera los pedazos restantes de papel que todavía se mantiene unido. El menor los pedazos al principio, el más fácil este paso es now. El la pulpa puede agotarse entonces y puede guardarse en las bolsas de plástico en un el refrigerador hasta que usted esté listo hacer las hojas. que quiere la subsistencia durante semanas sin cualquier cambio.
Haciendo las Hojas
Tome un trozo de la pulpa semi-húmeda que usted ha preparado. Press como mucha humedad fuera de él como posible a salir-una pelota sobre el el tamańo de un huevo de la paloma (7g peso en seco). Ésta es bastante pulpa a haga 28cm hoja a un 21.5cm x. Make las hojas, uno en un momento, como sigue:
1. Blend y pulpa de la mezcla en batidora 3/4 lleno de water. Add Los aditivos de .
2. Put el molde en la caja, lado de la pantalla arriba y sumerge en el fregadero. Rap la caja para librarse de burbujas de aire.
3. Pour la pulpa en la caja.
4. Holding la caja abajo, agite el agua en la caja con fingers para que la pulpa extienda uniformemente encima de la malla.
5. Grasp la caja y amolda firmemente y alza rápidamente y uniformemente para aparecer (sienta la succión).
6. Hold durante 10 segundos o para que para agotar.
7. Lift arriba fuera de agua y sostenimiento verticalmente a drain. Si cubren parece bien, proceda; si agrietó, ponga caja y molde atrás en el fregadero y repite los pasos 4 a 7.
8. Set la caja en la superficie del piso y cuidadosamente quita la caja. Note: ˇ Water las gotas en el tejido húmedo harán las marcas!
9. Cuidadosamente ponga algodón que acuesta tela encima de tejido y liso suavemente.
10. Place el fieltro absorbente encima de acostar cloth. Smooth y aprietan abajo del centro fuera.
11. Remove fieltro y retuerce fuera el agua.
12. Repeat 10 y 11 hasta que ninguna más agua salga.
13. Couch fuera de la hoja, empezando a la esquina y pelando atrás rápidamente.
14. El Lugar de acostó la hoja, lado del papel arriba o abajo en el piso surface. Smooth absorbente y aprieta abajo quitar El aire aprisionado de .
15. Repeat para cada hoja hasta que una pila aseada se construya arriba.
Apretando y Secando
Las hojas pueden secarse rápidamente apretándolos con un hierro caliente y una hoja aluminia o despacio (2-3 horas) poniéndolos en un 120 [los grados] el horno del LENGUAJE C, con las hojas acostando clavadas con tachuelas abajo a la recepción, aborde los bordes de las hojas de papel desde el principio. El primer método da una superficie lisa de una parte, mientras abollonando con tela marca adelante el otro; el segundo da el repujado en ambos lados.
Una superficie muy diestra puede obtenerse aplanando el acostando tela, lado del papel abajo, contra un aluminio o engrasó galvanizado sheet. UN squeegee puede usarse para librarse de todo el air. Dry en aire o en un 120 [los grados] el horno del LENGUAJE C.
Clasificando según tamańo y Cubriendo
Un método simple de usos viscosos interiores una combinación de puro la gelatina y maicena (lavado o el tipo cocción) . El se disuelve la gelatina en el agua hirviente y la maicena se agrega a haga una mezcla clara, espesa para agregar a la pulpa. Use aproximadamente uno la cucharilla de esto por 21.5cm x 28cm hoja.
Otro procedimiento viscoso interior simple es agregar aproximadamente 1/4 la cucharilla de linaza y/o una cucharilla de solución de maicena mientras la pulpa está estando mixta en Paso 1. en que El aceite se dispersa el agua y precipita en la fibra. que El almidón será tenido éxito las fibras y durante la fase secante dar pondrán una hoja más tiesa.
El clasificando según tamańo Externo se hace cuando la hoja es cuché con una agua la solución basada después del papel ha estado seca. Con un lo ordinario 4cm cepillo de la pintura, cubra cada hoja con un 7 maíz recto por ciento almidone solution. que Una cucharada de maicena agregó a una taza de agua bastante será para 20 a 25 hojas (ambos lados) el Animal de .
puede agregarse la cola al almidón para mejorar la resistencia de agua. También pueden agregarse las colas modernas.
Cuando las hojas cuchés están casi secas al toque, póngalos en un stack. aseado Ellos deben estar algo flácidos pero no wet. Put un hoja metal o la tabla lisa en la cima. Allow la pila para secar toda la noche. Las hojas pueden arreglarse entonces si necesario y empaquetado para la venta.
EL PAPEL HACIENDO EN LA FÁBRICA MICROSCÓPICA
En una balanza algo más grande, pero todavía en un esencialmente la mano procese, el papel puede hacerse en una fábrica microscópica capaz de producir aproximadamente 240kg (1/4 tonelada) de papel por día. las Tales fábricas pequeńas es bastante común en India, y VITA ha ayudado uno por lo menos el tal funcionamiento en Tanzania. Este proceso usa wastepaper o trapos para hacer la pulpa, o la pulpa compró de un molino de la pulpa. que puede producir atadura de calidad buena o el papel dibujando, tarjeta las lápidas accionarias, escolares, papel de filtro, tejido del retrete, tabla gris, y álbum o manchando paper. que también puede resultar los tales artículos como cartones del huevo, la flor, las ollas, los pisos de la semilla, las bandejas del hospital, etc.,
En la suma a un identificó, mercado fiable, la fábrica pequeńa, requiere un suministro firme, fiable de materias primas, riegue, y power. Suggested los medios incluyen un edificio de aproximadamente 300 los metros del cuadrado para los funcionamientos y un cobertizo de aproximadamente 185 honradamente los metros por coleccionar y ordenar los materiales. Seis administrativo el personal y tantos como 100 obreros que trabajan en dos o tres los cambios son needed. La NACIÓN UNIDAS el Desarrollo Industrial Organiztaion (UNIDO) estima una inversión de aproximadamente US$26,000 para el cost total de instalación. La Producción de puede aumentarse por los un o dos más batidores instalando y operando las tinas en tres El más allá de shifts. que la capacidad, sin embargo, la economía de escala decline. Para la producción más grande, una planta en pequeńa escala mecanizada debe ser considerado (Vea la Sección IV).
Lo siguiente las listas de equipo, los suministros, y proveer de personal son deducido grandemente de la monografía de UNIDO en la producción del papel en pequeńa escala. Los moldes y prensas para los artículos de especialidad no son incluidas. Los procesos de la producción siguen los pasos dados al principio de esta sección.
Maquinaria y equipo
Vomiting el digester del tipo, 1.5m x 1.2m, Rag el hacha, 25.5cm hoja con el motor del 3-CV, El Batidor de , 61cm x 76cm tamańo del rollo (el x2) El motor eléctrico de para los batidores de 20 CV, 960 rpm, anillo con aceite-sumergió a juez de salida (el x2) Lifting las tinas semiautomáticas (el x6) La prensa hidráulica de , 102cm x 127cm tamańo del plato, el carnero doble con 5 motor del CV La prensa a tornillo de (91.5cm x 107cm o 89cm x 114cm tamańo del plato por procesar de papel clasificado según tamańo, etc.) Calender el machine para el vidriado del papel (30.5cm x 91.5cm rollo clasifican según tamańo, complete con los accesorios) El motor eléctrico de para el machine de la calandria (10 CV, 960 rpm, con Juez de salida de ) el machine Papel-cortante (107cm x 122cm tamańo de la hoja) el batidor Pequeńo de 2 kg capacidad con 1/2 motor del CV para experimenta Washing el machine Chain la motonería con el trípode, capacidad de la 2-t Plataforma de que pesa el equilibrio, 500 kg capacidad, Los Pulpa tanques de almacenamiento por alzar las tinas (el x6) Washing las cunas para el lavado de la pulpa Press las tablas para el machine de la calandria, 1.2m lm(x40 del x) Woollen enfurte el x(400) los juegos Completos de herramientas de la carpintería, las herramientas cańería-dignas, etc., Small (2 kg) el equilibrio de la cacerola Los Toalla caballos por guardar fieltros (el x6) las bandejas Viscosas Molendero de
Dusting el marco Los repuestos de para los moldes, etc. Couching las mesas (el x6) Los Taburetes de para las tinas, separación del papel Drying el arreglo Otros cubos del articles: misceláneos, los cepillos, el hardware, guarda, etc. la máquina de escribir de equipment: de oficina Miscelánea, los armarios, Las mesas de , las sillas, las perchas, los relojes, etc. Storing los arreglos para el papel acabado, químicos, etc.,
Los materias primas y Químicos
los Nuevos trapos y el papel de pérdida limpio, 90 toneladas, La soda cáustica de divide en hojuelas, 1 percent: 900 kg El polvo de blanqueo de , 1 percent: 900 kg El Titanio dióxido, 1 percent: 900 kg La Colofonia de , 1.5 percent: 1,350 kg El carbonato de sodio calcinado de , 400 kg, Alumbre de (el non-ferric), 3 por ciento 2,700 kg Glue las hojuelas, 3 percent: 2,700 kg el agent: del blanqueo óptico 50 kg La Formalina de , 720 1: aproximadamente 700 kg El Diacol MEGA, 15.5 percent: 450 kg Miscellaneous: teńe, querosén de jabón, el azul ultramarino, etc.,
La labor No. de Las personas de los Comentarios de
Rag los clasificadores 6 el cambio de General Rag los plumeros 4 General cambio Rag cortadores 22 En los cambios el operators de Digester 2 En los cambios El Batidor operators 4 En los cambios El Batidor assistants 4 En los cambios La Tina de operators 12 En los cambios Couchers 12 En los cambios Press y el separating del papel húmedo 8 En los cambios Paper el drying 4 cambio del General Paper el sorting 6 cambio del General Glue viscoso 4 General cambio Calendering 2 General cambio Paper la corte y packing 1 General cambio el work Misceláneo 5 En los cambios el watchmen 4 Nocturno En los cambios Carpenter/mechanic 1 En los cambios Ayudante 1 En los cambios
IV. PAPERMAKING MECÁNICO EN PEQUEŃA ESCALA
El papermaking mecánico--incluso en una balanza pequeńa--es favorablemente técnico y complex. que pueden encontrarse las descripciones Más detalladas en las publicaciones listadas en la Bibliografía. lo siguiente las secciones dan una apreciación global de los procedimientos básicos por producir empapele del papel de pérdida para dos balanzas diferentes de funcionamiento. UNO-TONELADA-POR-DÍA LA PLANTA DE PAPERMAKING
En India, muy pequeńo (la uno-tonelada por día) el machines de molde " de " cilindro se usa para producir paper. que Estos machines son simples operar y puede usar papel desechado o las basuras agrícolas como la cańa de azúcar, sisal, plátano, o bambú. Cotton el trapo, extensamente disponible, en India, también se usa.
La materia prima se pasa primero a través de una hacha, entonces rota, abajo a las fibras básicas en un " Batidor " de Hollander. entre que Esto toma uno horas y media y tres. La pulpa se lava y se blanquea de ser necesario, entonces diluyó con el agua suficiente y alimentó en el machine de molde " de " cilindro que forma el papel.
Una malla del alambre cubrió que el cilindro revuelve en una tina lleno de pulpa. El agua se chupa fuera a través de un desagüe en el cilindro, saliendo un la capa de pulpa en la superficie de malla de alambre. A la cima del cilindro que una correa sinfín de fieltro de lana escoge a la capa de húmedo la pulpa y lo lleva al rollo cortante dónde un operador hace un corte el paralelo al eje de balanceo y cáscaras fuera de la pulpa en las hojas eso se apila por apretar en una prensa hidráulica. Finally, las hojas están secas y calandraron (apretó entre liso los rodillos).
Cada hoja es 86 x 56cm. que El peso del papel va de 65 los gramos por el metro del cuadrado (el gsm) por escribir e imprimir los papeles a encima de 300gsm para packaging. Entre las muchas aplicaciones son los sobres, tapas del archivo, fichas, aislamiento, y papel de filtro.
La mayoría del agua usado en el proceso es recuperado pero hay un el consumo neto de aproximadamente 46,000 litros en 24 horas. La planta incluye varios motores eléctricos trifásicos. emplea 12-16 obreros por el cambio, más la dirección. según UNIDO estima, la inversión de capital en un molino en este límites de tamańo sería sobre US$100,000.
CINCO - LAS TO TREINTA-TONELADA-POR-DÍA PAPEL PLANTAS
Un machine típico en este rango se ilustra en Figura 2. por 30-tonelada-por-día
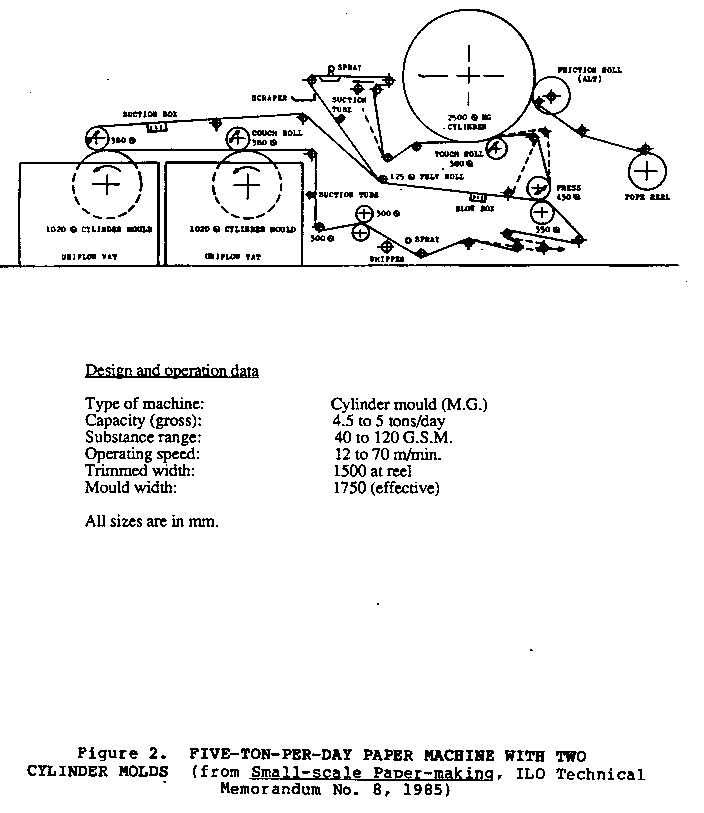
los machine no serían muy diferentes: habría tenga más secadores, probablemente una prensa tercera, y corra más rápidamente, alimentado con la stock. Capital inversión conveniente para un 10 - a 25-TPD el machine se estima por UNIDO para ser aproximadamente US$4 millón.
Un hydropulper simple se usa por hacer la pulpa. tiene un cilíndrico acere el tanque con un impulsor " rotatorio " (como un fuertemente construyó el entusiasta) en el base. El impulsor se arremolina el agua, las cortes, el papel, entonces las mezclas la pulpa. El proceso ha realizado en los lotes y algunos contraries están físicamente alejados en los intervalos. Otro contraries, como el cordón, los alambres, el húmedo-fuerza empapela, o plástico, está continuamente alejado por una " soga " del ragger o, de vez en cuando, una " trampa de basura. " las tintorerías centrífugas De alta densidad y presurizado o también se usan las zarandas vibratoria. que Esto se sigue en algunos casos por las tintorerías del bajo-densidad con a a tres las fases, por quitar plásticos y adhesivos.
El rendimiento del molino de la pulpa requiere la paliza o refinando antes puede hacerse en paper. que Esto se hace con un " Hollander, " un el transporte del rollo barras pesadas que ruedan en un comedero fuerte, al el fondo de que es más obstruye. El rollo bate las fibras contra las barras del comedero y también las bombas la pulpa alrededor del el trough. Refinando fortalece el producto del papel, y produce un la pulpa más consistente.
La consistencia es el por ciento por el peso del peso de pulpa seca a el peso de la papilla húmeda (o semi-secó mezcla de pulpa y la pulpa más el agua) . por ejemplo, 6 consistencia por ciento es sobre 6kg de pulpa seca más 100kg de agua, y esto es como un espeso la sopa; 30 consistencia por ciento es como un húmedo pero no goteando el periódico.
Papermaking involucra el manejo y procesando de muy delgado las capas de pulpa que es débil en su estado húmedo. Maintaining el la consistencia apropiada es por consiguiente vital. Pero uno de los problemas de papermaking en pequeńa escala es que los mandos necesarios para manteniendo la consistencia correcta pueden omitirse para reducir el coste. El pastas también incluye la limpieza, mientras protegiendo (para quitar los trozos de pulpa o materia extrańa), y la suma de químicos + tintes.
En los molinos más modernos, se usan los refiners. En un refiner, pulpa el acción se alimenta en el centro de dos platos del piso con las barras para cepillando el fiber. Un plato es fijo, el otro rotating. Como la fibra, a 3-4 consistencia por ciento, los movimientos del centro a el borde, se cepilla por las barras.
En India (pero casi en ninguna otra parte), el machines de Fourdrinier pequeńo es barato y prontamente disponible. La pulpa se distribuye del la caja " " de cabeza hacia una vuelta continua de malla del alambre fina apoyada por rodillos rápidamente rodando que chupan el agua del pulp. El el rodillo chupa fuera el agua suficiente para la hoja, ahora semisólido, para dejar el alambre de la malla y, apoyó en los cinturones de fieltro porosos, a atraviese dos o tres juegos de prensa-rollos. que deja a éstos con aproximadamente 60 agua por ciento. El agua excesiva está alejada por el el secador, una serie de 16 cilindros secantes vapor-acalorados, cada uno sobre 1.5m en diámetro contra que el papel se sostiene firmemente por fieltros y rollers. menor que UN juego de rollos de la calandria brillante-lisos da un acabado superficial duro, liso al papel que se enrolla entonces en una longitud continua hacia los cilindros del cartón fuertes, para formar un la bobina de encima de un metro en el diámetro, conteniendo centenares de metros de papel continuo.
La anchura del machines de Fourdrinier pequeńo raramente es más de 1.75 a 2.5 meters. Plants de este tipo puede producir los papeles de 50gsm a 150gsm en la mayoría de las calidades, y corre a encima de 100 metros por minute. que El tonelaje de papel finalmente producido estará alrededor de 85 el por ciento del peso de papel desechado entró, y esto puede mejorarse si el agua se limpia y recirculó, para que ninguna fibra está perdido.
V. LOS PRODUCTOS ALTERNATIVOS DE EL PAPEL DE PÉRDIDA
LA FRUTA AND HUEVO CARTONES MEMORIA PROGRAMABLE DE SOLO LECTURA LA PASTA DE PAPEL DESECHADA
Otro proceso hace cartones del huevo de pasta de papel que usa un en pequeńa escala la planta del papel llamó la Melbourne Excelente. Waste que el papel es primero empapado, entonces el pulped y refinado. Pulping puede hacerse en un el machine del lavado doméstico.
El equipo incluye un refiner que reduce la pulpa al elemento esencial fibers. La papilla que se vierten los resultados hacia una hoja de malla estirado encima del tanque de la creación de la Melbourne Excelente y un el valve en el tanque se abre. El agua que agota del tanque la humedad de las succiones de la capa de pulpa de que se tira entonces el tanque en su hoja de malla. La capa de pulpa ha terminado plegada una vez y apretó entre los troqueles especialmente formados, entonces se pone para secar.
El proceso emplea a cuatro personas, pero el costos de mano de obra está reducido cuando Los machines de Melbourne excelentes son juntos los batched para el rendimiento mayor. El rendimiento es por hora 60 bandejas del huevo, o 60 hojas de papel 84 x 66cm. El machine requiere la Mayoría a sólo 300 vatios de power. eléctrico de el agua usada es recycled. Floor que espacio requerido es honradamente 2 los metros para la maquinaria y 5 metros del cuadrado por secar.
La maquinaria más sofisticada está disponible para producir de 200 a 4,000 bandejas del 30-huevo o los productos equivalentes por hora. Tal un el machine es hecho por Tomlinsons, pero la investigación de mercado cuidadosa es esencial antes de contemplar el cost pesado de un machine que tiende a saturar cualquiera pero el mercado más grande.
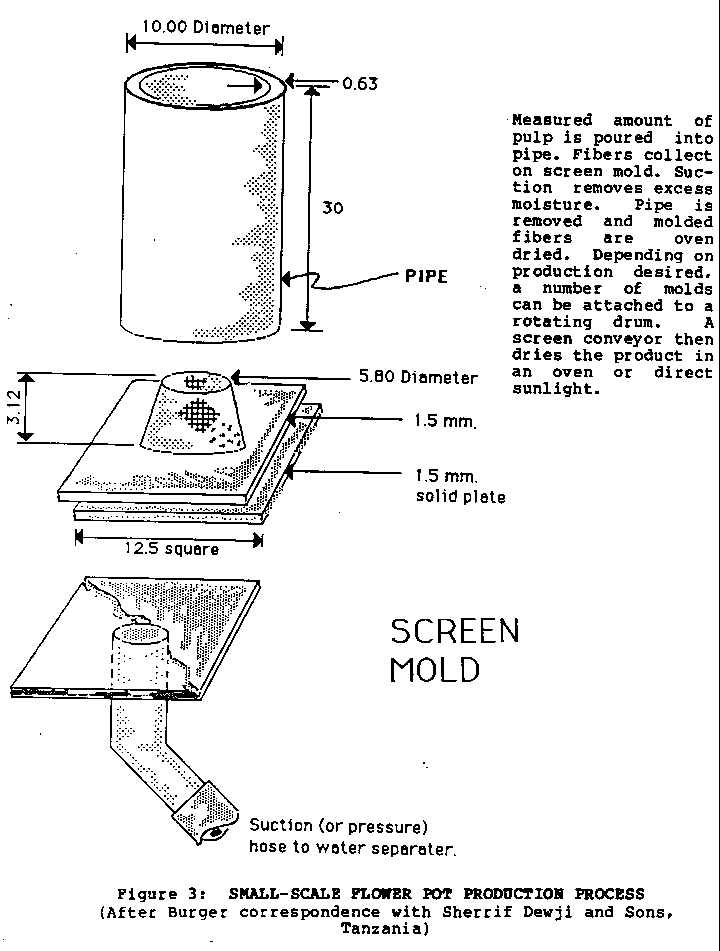
La maquinaria similar está disponible o puede diseńarse especialmente a produzca las ollas de la flor, pisos de la semilla, las bandejas del hospital, etc. (Figura 3).
Una mercadología cuidadosa debe hacerse antes de invertir en tal el equipo.
LAS HOJAS DEL TECHADO ASFALTADAS
Las hojas del techado de buena calidad, económicas con una vida de aproximadamente cinco ańos pueden hacerse de las calidades muy más bajas de pérdida mixta calidades del papel que no serían aceptable para el papermaking debido a la cantidad de suciedad y presente del contraries. UNA fábrica con tres el coste del machines amoldando aproximadamente $200,000 para la planta y maquinaria y pueda producir aproximadamente 8,000 hojas diariamente, cada uno aproximadamente 1 metro del cuadrado en el área (encima de dos millones dado metros del cuadrado anualmente). aproximadamente 35 las personas son empleado y 50 toneladas métrica de papel por semana son used. En India, el techado los menudeos materiales a alrededor de $0.25 por la hoja; en el Sud América, a las aproximadamente $0.60 por la hoja. La fabricación el proceso consiste en lo siguiente pasos:
1. El papel desechado se lava y pulped en un hydropulper. UNA trituradora de martillos mecánica o un batidor de Hollander puede ser usó en cambio.
2. que La pulpa se pasa a través de una pantalla, quitar la suciedad, rechinan, u otro impuities, y un machine del tabla-creación (similar a eso ya descrito durante un uno-tonelada-por-día empapelan el machine), para producir una longitud continua de Tabla de que se corta a la longitud como él se cae el machine.
3. La tabla se extiende en la tierra y se seca al aire libre airean. que Los bordes se arreglan en un slitter rodando.
4. La tabla atraviesa un horno al final de que están contrayendo rollers. que Las chapas ondulada son arregló entonces de nuevo y apiló en las cunas.
5. Próximo, ellos se zambullen en un bańo de asfalto caliente. (el Asfalto es inflamable para que los medios de calentar deben ser cuidadosamente escogido. ) que El asfalto endurece rápidamente al aire Se descargan temperatura de y las hojas y se apilan.
6. Cuando bastante difícilmente las hojas son cualquiera:
- grabó en los bultos para la venta como tercera calidad;
- roció con las astillas de mineral (mientras el asfalto es suave) prior a condensar como segunda calidad; o
- la mano de pintó y condensó como primera calidad.
BIBLIOGRAPHY/SUGGESTED READING LA LISTA
Ainsworth, J.H. " Paper la 5 Maravilla, " Thomas Printing y Publicando La Compańía de , 1959.
La Tecnología Industrial apropiada para los Productos del Papel y Pequeńo Los Pulpa Molinos. Viena, Austria,: Los Naciones Unidas de Industrial La Desarrollo Organización (UNIDO), 1979.
El arroyo, S. " El Art Fino de Imprimir, la Publicación mensual " Atlántica, abril, 1974 (112-115).
Becker, W.J. " Los Primeros Diez Ańos del Fourdrinier, el " Papel, El Comercio Periódico, el 17 dado abril dado 1972 (34-41).
Becker, W.J. " Los Primeros 145 Ańos del Papel Machine en el EE.UU., el Periódico de Comercio de " Papel, el 27 dado mayo dado 1972 (140-150).
Casey, James P. " Papermaking, " Pulpa y Papel, el Vol. II, Nueva York, Nuevo, York: Interscience Publicadores, Inc., 1960.
Goodwin, Rutherford " El William el Molino de Papel de Parques a Williamsburg, Virginia ", Lexington, Virqinia: la Sociedad Bibliográfica de América, 1939.
Cazador, la Dard Papermaking Peregrinación a Japón, Corea, y China, Nueva York, 1936.
Cazador, Dard Papermaking, Nueva York, Nueva York,: Alfred Ŕ. Knopf, 1967.
Cazador, Dard Papermaking en el Aula, la Prensa de Artes Manual Peoria, Illinois.
Cazador, Dard " los Watermarking Hecho a mano Papeles, el americano " Científico, el 26 dado marzo dado 1921.
Norris, F.H. Paper y Fabricación del Papel, Nueva York, Nuevo York: Oxford, La Universidad Prensa, 1951.
Sarjeant, Peter T. Hand Papermaking Manual. Covington,Virginia: Paper la Hechura, 1976.
La Papel-fabricación en pequeńa escala, OIT el Memorándum No. 8 Técnico. Ginebra, Suiza,: el Office del Trabajo Internacional, 1985.
Sweetman, J. " Making el Papel a mano, " tecnología apropiada, Vol. 3, No. 4. Londres,: Las tecnología intermedia Publicaciones S.A..
Thomas, C. El Papel Chain. Londres: La Tierra Recursos Investigación S.A.., 1977.
Tsein, Tsuen-Hsuin " China, el Lugar de nacimiento de Papel, que Imprime un el Tipo Móvil, " Pulpa y Papel el Periódico Internacional, febrero, 1974.
el von Hagen, V.W. El Papermakers azteca y maya, Nueva York, Nuevo, York: El Computomaníaco de el Art Books, 1944.
Western, A.W. la Pulpa de la Balanza Pequeńa y Fabricación del Papel, Londres, Las tecnología intermedia Publicaciones S.A.., 1979.
LOS EQUIPO PROVEEDORES
Paper la Planta del Molino y Los Maquinaria Fabricantes S.A.. 181 Camino de V de S Jogeshwari, Bombay, 400060 India
los Hindon Ingeniería Trabajos CLUBLEY, BAJORIA MARG, SAHARANPUR 247001 A India
INDO BEROLINA INDUSTRIEA, PVT. S.A.. I.B.I. La Casa 5-86 Andheri Kurla Camino Bombay 400059 India
Jessop y Co S.A.. 63 Netaji Subhas Camino P.O. Box 108 Calcuta, India,
LAS FUENTES DE INFORMACIÓN DE
La Asociación de la Pulpa e Industria del Papel Un Parque de Dunwoody Atlanta, Georgia 30341,
Escriba para el folleto del cuatro-página libre, " Cómo Usted puede Hacer el Papel ": El americano Papel Instituto 260 Madison Avenue Nueva York, NY,