VITA 1600 Wilson Boulevard, Suite 500 Arlington, Virginia 22209 USA Tel: 703/276-1800 . Fax: 703/243-1865 Internet: pr-info@vita.org
Liquid Petroleum Gas ISBN: 0-86619-297-2 [C]1988, Volunteers in Technical Assistance
INDUSTRY PROFILES
Introduction
This Industry Profile is one of a series briefly describing small or medium-sized industries. The Profiles provide basic information for starting manufacturing plants in developing nations. Specifically, they provide general plant descriptions, financial, and technical factors for their operation, and sources of information and expertise. The series is intended to be useful in determining whether the industries described warrant further inquiry either to rule out or to decide upon investment. The underlying assumption of these Profiles is that the individual making use of them already has some knowledge and experience in industrial development.
Dollar values are listed only for machinery and equipment costs, and are primarily based on equipment in the United States. The price does not include shipping costs or import-export taxes, which must be considered and will vary greatly from country to country. No other investment costs are included (such as land value, building rental, labor, etc.) as those prices also vary. These items are mentioned to provide the investor with a general checklist of considerations for setting up a business.
IMPORTANT
These profiles should not be substituted for feasibility studies. Before an investment is made in a plant, a feasibility study should be conducted. This may require skilled economic and engineering expertise. The following illustrates the range of questions to which answers must be obtained:
* What is the extent of the present demand for the product, and how is it now being satisfied?
* Will the estimated price and quality of the product make it competitive?
* What is the marketing and distribution plan and to whom will the product be sold?
* How will the plant be financed?
* Has a realistic time schedule for construction, equipment, delivery, obtaining materials and supplies, training of personnel, and the start-up time for the plant been developed?
* How are needed materials and supplies to be procured and machinery and equipment to be maintained and repaired?
* Are trained personnel available?
* Do adequate transportation, storage, power, communication, fuel, water, and other facilities exist?
* What management controls for design, production, quality control, and other factors have been included?
* Will the industry complement or interfere with development plans for the area?
* What social, cultural, environmental, and technological considerations must be addressed regarding manufacture and use of this product?
Fully documented information responding to these and many other questions should be determined before proceeding with implementation of an industrial project.
Equipment Suppliers, Engineering Companies
The services of professional engineers are desirable in the design of industrial plants even though the proposed plant may be small. A correct design is one that provides the greatest economy in the investment of funds and establishes the basis of operation that will be most profitable in the beginning and will also be capable of expansion without expensive alteration.
Professional engineers who specialize in industrial design can be found be referring to the published cards in various engineering magazines. They may also be reached through their national organizations.
Manufacturers of industrial equipment employ engineers familiar with the design and installation of their specialized products. These manufacturers are usually willing to give prospective customers the benefit of technical advice by those engineers in determining the suitability of their equipment in any proposed project.
VITA
Volunteers in Technical Assistance (VITA) is a private, non-profit, volunteer organization engaged in international development. Through its varied activities and services, VITA fosters self-sufficiency by promoting increased economic productivity. Supported by a volunteer roster of over 5,000 experts in a wide variety of fields, VITA is able to provide high quality technical information to requesters. This information is increasingly conveyed through low-cost advanced communication technologies, including terrestrial packet radio and low-earth-orbiting satellite. VITA also implements both long- and short-term projects to promote enterprise development and transfer technology.
PRODUCT DESCRIPTION
1. The Product
Liquefied petroleum gas (LPG) is a class of petroleum products produced from natural gas or as a by-product from refined crude oil. Types of LPG available in the United States and elsewhere are commercial grade propane, butane, butane-propane mixed, and HD-5 (a propane for engine fuel).
2. The Facility
This profile describes two plants, operating with three shifts for 52 weeks per year. The smaller has an annual manufacturing capacity of 2,220,000 barrels; the larger has an annual capacity of 4,440,000 barrels.
The methods of LPG recovery fall into four general classifications: (1) absorption, (2) absorption plus turbo-expander, (3) adsorption, and (4) compression. Absorption uses liquid such as naphtha or kerosene to recover LPG from gas. The rate of recovery can be increased by reducing the temperature. As a result, oil absorption plants often use refrigeration in the process.
LPG is distilled from the absorption oil by heating the oil. It is possible to recover virtually 100 percent of the propane and butane by maintaining a temperature of -40[degrees]C and by controlling the oil rate. The recovered LPG is fractionated into separate components such as propane and butane and must be further purified to remove hydrogen sulfide, organic sulfur compounds, and water in order to meet specifications. Among the purification processes are: amine and caustic treatment, solid bed dehydration, and molecular sieve absorption.
Absorption is used in both lean recovery (recovery of gases low in LPG content, such as propane) and heavier recovery. An oil absorption plant is relatively easy to operate and maintain, but it requires more energy than the turbo-expander process.
The turbo-expander process recovers propane and butane by a combination of compression and refrigeration, followed by expansion of the gas through a turbine. When the gas expands, it cools to about -100[degrees]C. The turbo-expander process is used when it is desirable to recover ethane. The process requires less energy but more skill to maintain and operate than the absorption process.
The absorption and turbo-expander processes are the two most practical commercial ways of recovering LPG, and are used in this profile.
GENERAL EVALUATION
The success of this industry depends to a great extent on the availability of natural gas. Marketwise, the sales potential for LPG should be good, particularly in areas or homes where natural gas by direct pipeline or other cheaper fuels are not available locally. The fixed capital requirements are fairly moderate in comparison with the annual estimated profits, and only one skilled worker is needed.
- Outlook
A. Economic
The economics is good if the natural gas from which much of LPG is manufactured is higher in the components of LPG. However, available natural gas is becoming leaner in ethane and heavier products. Rich gas is defined as containing more than 5.0 gallons of LPG components plus/1000 cu. ft. per day of produced gas.
B. Technical
Most developments in LPG plants are in the acid gas removal and water removal section of the plants.
-
Manufacturing Equipment Flexibility
Most plants can produce butane and propane, but the plants may not have adequate equipment to produce the purity required or to obtain the necessary recoveries.
-
Knowledge Base
The following information is required: The estimated production rate of the field over a period of years, the components of the gas with time, the hydrogen sulfide and carbon dioxide content, nitrogen content and the field pressure. For plant design, a knowledge of thermodynamics is required.
-
Quality Control
Chromatographic analysis, a technique used to identify and separate LPG from the gas stream, is very important. It is also used to test for and remove impurities from the LPG as well as fractionate the recovered LPG into its separate components.
-
Constraints and Limitations
Ethane, propane, and butane are commodities used for fuel and chemical manufacturing. Seasonal changes in demand may occur. The products are explosive and most products for fuels contain odorants for detection. Plants must remove and handle the hazardous hydrogen sulfide with care.
MARKET ASPECTS
-
Users
LPG is used in homes, restaurants, hotels, etc. (mostly as utility gas), industrial plants, refineries, chemical manufacturing, and as engine fuel.
-
Suppliers
The source of LPG is about 2/3 from natural gas (mostly ethane and butane) and 1/3 from refineries.
-
Sales Channels and Methods
The product is sold in bulk to distributors for sale to ultimate users. consumers include homes, restaurants, hotels, trailers, camps, boats, farms, and industrial plants.
-
Geographic Extent of Market
Production capacity may limit this product to domestic consumption, but the possibility exists for export. (The U.S. LPG Industry exports about 500 million gallons a year. In 1986 the industry exported to 47 countries, with Mexico getting the most.)
-
Competition
Sales of LPG are competitive where piped natural gas, wood for fuel, or other cheaper fuels are not readily available.
-
Market Capacity
An accurate estimate of market potential cannot be made unless a comprehensive survey of sales potential is undertaken, because so many variable factors come into play.
PRODUCTION AND PLANT REQUIREMENTS
Requirements Annual Output: Barrels 2,220,000 4,440,000
-
Infrastructure, Utilities Small Plant Medium Plant
Plant size (cu. ft. per day) 50,000,000 100,000,000 Utilities Investment Equipment Materials Labor
- Major Equipment & Machinery Small Plant Medium Plant (units) Tools & Machinery towers 3 accumulator tanks 3 vent tank lean oil tank surge tank heat exchangers 2 condensers 2 coolers 3 recompressor pumps 4 steam generator water cooler piping and valves Support equipment & parts pickup truck
* TOTAL ESTIMATED COST of equipment & machinery $25,000,000 $40,000,000 completely installed
* Cost of major equipment only would be about 40 percent of the above.
* Based on $US 1987 prices. The costs provided are estimates and are given only to provide a general idea for machinery costs. They are not intended to be used as absolute prices. Costs still need to be determined on a case by case basis. In addition, the costs are for production grade purities only and do not include costs for extra purification systems.
- Materials & Supplies Small Plant Medium Plant Raw Materials natural gas (cu. ft. 18,250 36,500
Supplies lubricants & hand tools absorber oil maintenance & spare parts office supplies gas, oil & truck maintenance
Packaging Normally not much done. Perhaps a small amount in steel cylinders.
- Labor Small Plant Medium Plant
Skilled 2/shift
Semiskilled 2/shift
Unskilled 2
Indirect supervisor/manager 1 chemist 1 office 1 truck driver 1
PROCESS DESCRIPTION
The diagram below shows a generalized flow scheme for LPG recovery.
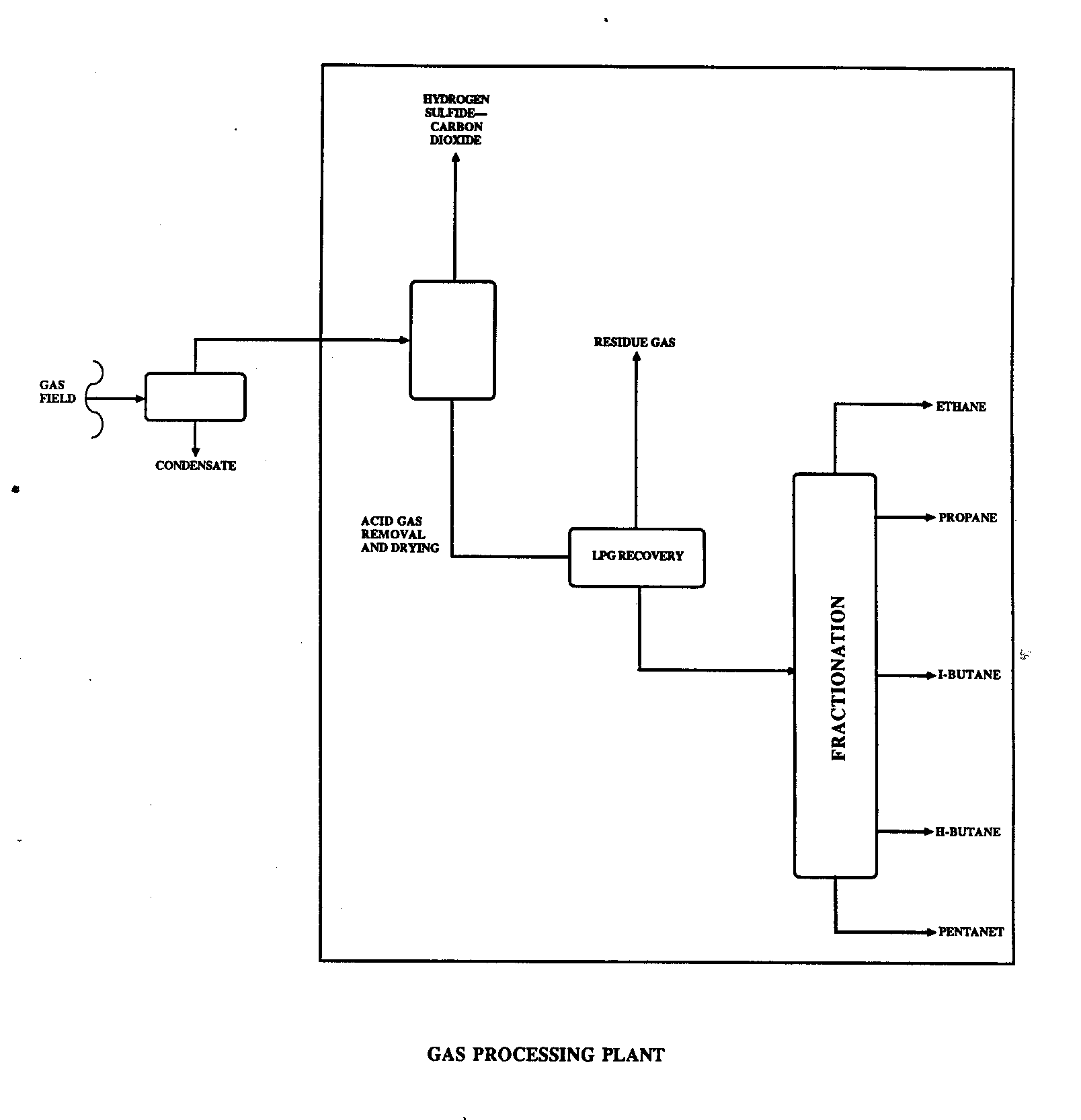
The natural gas containing the LPG is first treated to remove the acid gases: hydrogen sulfide, carbon dioxide, and carbonyl sulfide. The gas is then sent through a process to remove the water content. Very low water contents are required for cryogenic processes.
The next part of the process is LPG recovery, which includes absorption (refrigerated absorption), turbo-expander (cascade refrigeration), adsorption, and compression.
The final section of an LPG plant is the fractionation facility. The products to be produced and their purity will determine the size of this facility. For example, if n-butane is to be produced as a specialty, polymerization grade solvent, extensive fractionation, and adsorption processes may be required.
The final section of an LPG plant is the fractionation facility. The products to be produced and their purity will determine the size of this facility. For example, if n-butane is to be produced as a specialty, polymerization grade solvent, extensive fractionation, and absorption processes may be required.
REFERENCES
Unless otherwise stated, these addresses are in the United States.
Technical Manuals & Textbooks
Adams, J.L. and Boyer, W.C., What Makes a Good NGL Unit? Vol. 60, No. 5, Hydrocarbon Processing, May 1981, pp. 108-112.
Crum, F.S., Use J-T Plants for LPG Recovery (Joule-Thompson Adiabatic Expansion - Alternate to Expander and Refrigeration), Vol. 160, No. 5, Hydrocarbon Processing, May 1981, pp. 113-117.
Kaura, M. L., Plot Plans Must Include Safety, Vol. 59, No. 7, Hydrocarbon Processing, July 1980, pp. 183-194.
Kensell, W.W., How to Pick a Treating Plant, Vol. 58, No. 8, Hydrocarbon Processing, August 1979, pp. 143-145.
Encyclopedia of Chemical Technology, Vol. 14, 3rd. Edition, John Wiley and Sons, New York, 1981.
Engineering Data Book, Ninth Edition, Gas Processor Supplier's Association, Tulsa, Oklahoma, 1972.
Liquefied Petroleum Gas Specifications and Test Methods, Gas Processor Association, GPA Publ. 2140-75, Tulsa, Oklahoma.
ASTM Standard D 1835-76, Part 24, American Society for Testing and Materials, Philadelphia, Pennsylvania, 1978.
Storage and Handling of Liquefied Petroleum Gases, National Fire Protection Association, NFPA 58, Boston, Massachusetts, 1979.
Design and Construction of LP-Gas Installations at Marine Terminals, Natural Gas Processing Plants, Refineries and Tank Farms, API Standard 2510., 4th Edition, American Petroleum Institute, Washington, D.C., December, 1978.
LP Gas Market Facts, National LP-Gas Association, Oak Brook, Illinois, 1977.
Process Economics Program Report No. 135, Oct. 1979, SRI International, Menlo Park, California 94025. This report includes plant designs for turbo-expander, cascade refrigeration, and refrigerated absorption.
Periodicals
Oil and Gas Journal 1301 W. 22nd Street Oak Brook, Illinois 60521 USA
Weekly Propane Newsletter P.O. Box 5000, Suite 331 Delmar, California 92014 USA
Trade Associations
National LP-Gas Association 1301 W. 22nd Street Oak Brook, Illinois 60521 USA
National Petroleum Refiners Association 1899 L Street, NW Washington, D.C. 20036 USA
Equipment Suppliers, Engineering Companies
AMETEK Heat Transfer Division P. 0. Box 534004 Grand Prairie, Texas 75053 USA
Eastern Tank Fabricators, Inc. 74 Plandome Road Manhasset, New York 11030 USA
Atlas Copco Comptec, Inc. Department A 20 School Road Voorheesville, New York 12186 USA
Directories
Thomas Register Thomas Publishing Company One Penn Plaza New York, New York 10001 USA
VITA Venture Services
VITA Venture Services, a subsidiary of VITA, provides commercial services for industrial development. This fee-for-service includes technology and financial information, technical assistance, marketing, and joint ventures. For further information, contact VITA.
`INDUSTRY PROFILE SERIES'
VITA is pleased to present this series of industrial profiles. These Profiles provide basic information for starting manufacturing plants in developing nations. Specifically, they provide general plant description, financial, and technical factors for their operation, and sources of information and expertise. Dollar values are listed only for machinery and equipment costs, and are primarily based on equipment in the United States. The price does not include shipping costs or import-export taxes, which must be considered and will vary greatly from country to country. No other investment costs are included (such as land value, building rental, labor, etc.) as those prices also vary.
The series is intended to be useful in determining whether the industries described warrant further inquiry either to rule out or to decide upon investment. The underlying assumption of these Profiles is that the individual making use of them already has some knowledge and experience in industrial development.
These profiles should not be substituted for feasibility studies. Before an investment is made in a plant, a feasibility study should be conducted. Each profile contains a list of questions to which answers must be obtained before proceeding with implementation of an industrial project.
All profiles are available in English only. They are priced at $9.95 each. You may take advantage of the introductory offer and order any three Profiles for just $25.00 or order the entire set of nineteen Profiles for a bargain price of only $150.00.
BAKED, LEAVENED BREADS Richard J. Bess Describes a small bakery operating with a single shift and producing 100 tons of baked products a year. It also describes a medium-sized plant operating on the same basis but producing 250 tons of baked goods a year. (IP #19) 6pp.
BLUE JEANS Edward Hochberg Describes one plant operating with one shift and making 15, 000 dozens of blue jeans a year, and another that produces 22,000 dozens a year. (IP #6) 8pp.
DIMENSION HARDWOOD Nicolas Engalichev Describes a medium-sized mill operating with one shift that produces 4,500 cubic meters of dimension hardwood per year. Some information is also provided for a mill twice as large. (IP #16) 8pp.
FISH OIL AND FISH MEAL S. Divakaran Describes two plants. The first is a 20-ton per day plant operating with an eight-hour shift and producing 8,000 tons of fish meal and 4,000 tons of fish oil a year. The second is a 40-ton plant operating an eight-hour shift and producing 8,000 tons of fish oil and 16,000 tons of meal per year. (IP # 8) 8pp.
GLASS CONTAINERS (BATCH PROCESS) William B. Hillig Describes small batch production plants with a work force of 10 to 50 people that produce 500 to 25,000 containers per day. (IP #18) 8pp.
GLUCOSE FROM CASSAVA STARCH Peter K. Carrell Describes a plant that can operate 250 days a year on a three-shift continuous basis and produce 2,500 tons of glucose syrup. (IP #17) 8pp.
LIQUID PETROLEUM GAS Jon I. Voltz Describes two plants, operating with three shifts for 52 weeks per year. The smaller has an annual manufacturing capacity of 2,220,000 barrels; the larger plant has an annual capacity of 4,440,000 barrels. (IP #12) 8pp.
MEN'S DRESS SHIRTS Edward Hochberg Describes one small plant operating with one shift and manufacturing 15,000 dozen men's dress shirts a year. It also describes a larger plant running a single shift and manufacturing 22,000 dozen shirts a year. (IP #13) 8pp.
MEN'S WASH AND WEAR PANTS Edward Hochberg Describes one plant operating with one shift and producing 15,000 dozens pairs of pants a year, and another that produces 22,000 dozens a year. (IP # 4) 8pp.
MEN'S WASH AND WEAR SHIRTS Edward Hochberg Describes a plant operating with one shift, manufacturing 15,000 dozen men's wash and wear shirts a year, and another that manufactures 22,000 dozen shirts a year. (IP # 5) 7pp.
MEN'S WORK SHIRTS Edward Hochberg Describes one plant operating with one shift and manufacturing 15,000 dozen men's shirts a year. It also describes a larger plant running a single shift and producing 22,000 dozen shirts a year. (IP # 2) 8pp.
PAINT MANUFACTURING Philip Heiberger Describes a small plant that will serve local needs, mainly in the trade-sales sector. Its output may exceed 4,000 liters per week (L/wk). (IP #14) 10pp.
PORTABLE METALLIC STOVE Andre Charette Describes a facility that accommodates two workers, a work table, and storage of materials and products. The hammer and chisel method permits production of five stoves daily. The tooling-aids permits production of up to 25 units daily. (IP #10) 9pp.
PORTLAND CEMENT Dave F. Smith & Alfred Bush Describes a small plant producing 35,000 metric tons of cement a year. (IP # 9) 10pp.
ROUGH-SAWN LOGS Nicolas Engalichev Describes plants (sawmills) operating with one shift that can produce 10,000 and 30,000 cubic meters (cu m) of product per year. (IP #15) 8pp.
SMALL CERAMICS PLANT Victor R. Palmeri Describes a small plant operating with one shift and producing 16,000 pieces a year. It also describes a medium-sized plant running a single shift producing about 80,000 units a year. (IP #11) 8pp.
STARCH, OIL, AND FEED FROM SORGHUM GRAIN Peter K. Carrell Describes a small plant operating with three shifts on a seven-day work schedule and processing about 200 tons of sorghum a day. Two shifts are down per week for maintenance. This facility may be considered a heavy industry because of the emission from the boiler and dryers and the noise from its high speed machinery. (IP # 1) 8pp.
UNFERMENTED GRAPE JUICE George Rubin Describes a plant operating with one shift and producing 125,000 gallons of grape juice a year, and another that produces 260,000 gallons a year. (IP # 7) 8pp.
WOMEN'S BROADCLOTH DRESSES Edward Hochberg Describes a plant operating with one shift and manufacturing 72,000 women's dresses a year (1,440/week, 288/day). It also describes a larger plant-running a single-shift and producing 104,000 dresses a year. (IP # 3) 8pp.